

.png)
點焊,也稱為電阻點焊,是一種廣泛使用的焊接工藝,其中兩個或多個金屬板在局部點連接在一起。 該工藝通常用於製造和建築領域,特別是在汽車工業中用於組裝車身。
點焊的基本原理是使用銅合金電極對金屬板上的特定點施加壓力和熱量。 電流通過電極,在片材之間的接觸點產生電阻並產生熱量。 這種熱量會導致特定區域的金屬熔化和熔合,當電流關閉並保持壓力時,會形成一個牢固的接頭。
點焊的主要特點包括:
1.電極:由於銅的高導熱性和低電阻,銅合金電極通常用於點焊。 電極與金屬板直接接觸,在傳遞電流和在焊接點產生熱量方面發揮至關重要的作用。
2.壓力和熱量:施加壓力對於確保焊接過程中金屬板之間的正確接觸至關重要。 電流產生的熱量導致金屬熔化,形成熔核,冷卻後凝固,形成堅固的焊接。
3.自動化:點焊非常適合自動化,通常與大量生產線中的機器人系統整合。 這種自動化確保了焊接過程的一致性、精確性和效率。
4.材質:雖然點焊通常用於鐵,但它也可以應用於其他金屬,包括鋁、不銹鋼、鎳合金等。 焊接參數可能會根據具體材料特性而變化。
5.應用:點焊在汽車製造、航太、電子、建築等各行業都有廣泛的應用。 它因其能夠在大規模生產環境中創建快速可靠的焊接而特別受到青睞。
點焊以其連接金屬板的簡單性、速度和成本效益而聞名。 它適用於需要一致且堅固的焊接的大批量生產。 該工藝的效率和可靠性使其在各種製造應用中長期使用。
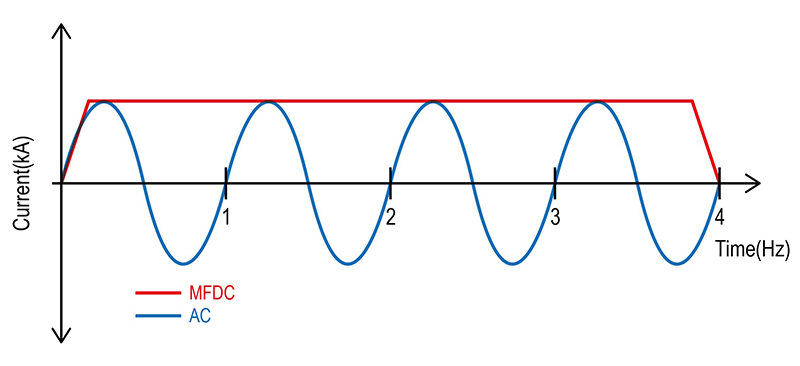
MFDC代表中頻直流,MFDC焊接指的是一種利用中頻直流電源的電阻焊接類型。這種焊接過程也被稱為中頻直流電阻焊接或簡稱為中頻焊接。
以下是MFDC焊接的主要特點和方面:
電源:
與使用交流電的傳統電阻焊接過程不同,MFDC焊接使用直流電源。 電流的頻率在中頻範圍內,通常在400到4000赫茲之間。 變換過程:
三相交流輸入通過變流器轉換為中頻輸出。 產生的高頻電流然後進行轉換以產生連續的直流輸出。 連續加熱:
MFDC焊接提供連續且受控的直流流向焊接操作。 與交流焊接不同,波形中沒有零交叉,這導致不間斷且快速的加熱。 精確控制和定時:
MFDC焊接的定時以毫秒(ms)為單位。 這種精確的定時允許對焊接過程進行精確控制,有助於更好地控制熱輸入並改善焊接結果。 減少感應損失:
與傳統的交流焊接相比,MFDC焊接系統通常經歷較少的感應損失。 這種效率提高可以帶來更低的功率要求和更好的能源利用。 較小的變壓器:
由於較高的工作頻率,MFDC變壓器可以比交流變壓器更小。 縮小的尺寸有助於降低重量,使MFDC焊接系統更適合自動化應用。 多功能:
MFDC焊接以其多功能性和適應性而聞名,適用於不同的材料和厚度。 該過程適用於各種應用,包括點焊、縫焊和突起點焊。 自動化和機器人技術:
MFDC焊接的精確控制和效率使其非常適合自動化和機器人焊接應用。 設備的減輕重量和縮小尺寸增強了其與機器人系統的兼容性。
總的來說,MFDC焊接代表了電阻焊接技術的一種進步,提供了更好的控制、效率和適應性。其連續的直流輸出、精確的定時和減少的感應損失使其在各種行業中成為首選,特別是在自動化製造過程中。
最大限度地減少電阻點焊中的焊接飛濺對於確保焊接品質和焊接過程的安全至關重要。 焊接飛濺會導致缺陷、焊接不一致和安全隱患。 以下是一些有助於最大限度減少電阻點焊焊接飛濺的策略:
優化焊接參數:
將焊接參數(包括電流、電壓和焊接時間)調整到適合所焊接的特定材料的最佳等級。 正確的參數設定有助於穩定且受控的焊接過程,減少飛濺的可能性。
保持電極正確對準:
確保電極正確對齊且狀況良好。 未對準或磨損的電極會導致工件上的壓力不均勻,從而引起飛濺。
使用正確的電極材料和設計:
選擇適合特定應用的電極材料。 具有良好導熱性和耐用性的電極材料有助於實現更穩定的焊接過程。 此外,請考慮電極的設計,以確保正確的接觸和壓力分佈。
控制表面污染:
焊接前徹底清潔工件,以盡量減少表面污染物。 金屬表面上的污染物會導致焊接過程中的飛濺。
實施防飛濺塗層:
在電極表面塗上防飛濺塗層或脫模劑。 這些塗層有助於防止熔融金屬黏附到電極上,從而減少飛濺的可能性。
優化材料厚度:
選擇合適的材料厚度進行點焊。 焊接薄材料可能需要與焊接較厚材料不同的參數。 根據材料厚度調整焊接參數有助於最大限度地減少飛濺。
實施水冷系統:
考慮使用水冷電極來控制焊接過程中的熱量累積。 控制電極溫度有助於創造更穩定的焊接環境,減少飛濺的可能性。
定期維護:
對焊接設備進行定期維護,包括清潔和檢查電極,以確保其處於最佳狀態。 及時更換磨損或損壞的零件。
培訓和技能發展:
為操作員提供適當的培訓,確保他們具備有效操作點焊設備的技能和知識。 熟練的操作員能夠更好地控制焊接過程並最大限度地減少飛濺。
透過結合這些策略,您可以提高電阻點焊的品質和安全性,同時最大限度地減少焊接飛濺。 根據焊接應用的特定材料和條件進行實驗和微調參數至關重要。
點焊機為高電流低電壓,所以正常點焊作業時,人是不會被電到的,除非機台線路破損或絕緣不良。
電阻式點焊機是使用工件本身的電阻,通過大電流時產生加熱效果,所以工件材質以鐵及不銹鋼為主。
電阻式點焊機是使用工件本身的電阻,通過大電流時產生加熱效果,所以工件材質為銅、鋁材質時,因本身電阻很小無法產生較佳的焊接效果。可以參考電容式點焊機或中頻式點焊機,部份工件是可以用特殊機型做點焊。
- 點焊時間很短,通常每一點約在0.1秒左右,熱量集中變形量小。
- 無須焊條、焊絲等填充金屬,以及氧氣、乙炔、氬氣等焊接耗材。
- 操作簡單,人員上手容易,不需高級焊接工人。
- 無有害氣體或受強光傷害。
- 生產效率高,可以配合半自動或全自動化作業。
上下電極直接接觸工作的部份,是點焊機主要的耗材。
電極通常會選擇高導電率及中等硬度的銅合金,廣泛使用材質鉻銅(CuCr)或鉻鋯銅(CuCrZr)。
機械使用率低是可以不使用,可以查看點焊時電極的熱能,是否在點焊休息時即時的被帶走,若使用中電極會過燙,建議加裝水冷系統。
冷卻水在室溫的±3度,水質應符合工業用水標準,若水質差沈積的水垢容易將冷卻水管堵塞,使冷卻不充分,嚴重時會將焊接變壓器、S.C.R或其他部件燒壞。出水時確認出水溫度,若過燙需調大水流量。
- 銅板及電極銅變燙,電流過電不佳,導致工件點焊不良。
- 銅板及電極變質,造成永久的點焊不良。
- 焊接變壓器、S.C.R或其他部件燒壞。
電極或機台上的銅板出廠皆為銅色,在氧化後或有油漬時,銅色會轉為深銅色,可以適時的清潔(使用布及細紗紙)及(與空氣接觸的地方)抹上銅油保護,又會恢復漂亮的銅色。註:銅與銅接觸處只能清潔及鎖緊,不可以上油。
三點組合的三點為過濾、調壓、給油。
過濾器:排除壓縮空氣中的雜質、水氣。下部濾杯有份手動及自動排水二種,我司皆安裝自動排水功能。註:三點組合的過濾有限,前端的壓縮空氣就要做淨化及除水作業,否則機台上的調壓弁、電磁弁及氣壓缸會受損。
調壓器:調整汽缸壓力使用,建議壓力調整在2-5bar。
給油器:功能在空氣輸送的過程中自動加入潤滑油,潤滑電磁閥及氣壓缸使用,滴油調整鈕調整時,可以在滴油視窗觀看滴油頻率,建議每焊接7-10次滴一下。註:油品使用為ISO VG32,請注意油杯的油量,並適時的加油。